
 Hüvelyes
Hüvelyes
Otthon / Hír / Vakszegecsanyák: mik ezek, hogyan kell helyesen felszerelni, és melyik típust válasszuk



Üdvözöljük Önt, hogy kapcsolatba lépjen velünk, nemcsak a megbízható beszállítóját, hanem a Turstworthy üzleti partnerét is.
 +(86)-133 8863 9264
+(86)-133 8863 9264

Mar 25,2026
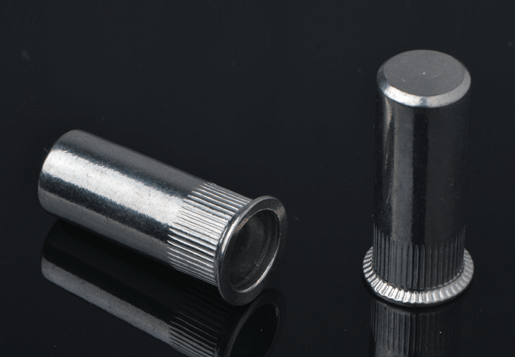
A vakszegecsanyák – más néven rivnyák, menetes betétek, vakmenetes betétek vagy csavaranyák – vékonyfalú hengeres rögzítőelemek belső menettel, amelyeket csak az egyik oldalról kell befúrni egy előre fúrt lyukba, anélkül, hogy hozzáférnének az anyag hátsó felületéhez. Beépítés után erős, állandó menetes csatlakozási pontot biztosítanak olyan anyagokban, amelyek túl vékonyak ahhoz, hogy önmagukban megtartsák a hasznos menetet, olyan anyagokban, amelyeknél a menetfúrás nem biztosítana megfelelő kihúzási szilárdságot, vagy olyan szerelvényeknél, ahol a panel hátoldala a gyártás után teljesen hozzáférhetetlen.
A beépítési elv egyszerű, de mechanikusan elegáns: a csavaranyát a lyukon keresztül vezetik be, menetes testével a hozzáférhető oldalon kilóg. Egy beállító szerszám összekapcsolja a belső menetet, és meghúzza a szárat, miközben tartja a karimát, miáltal a karosszéria menet nélküli hátsó része összeesik, és kifelé deformálódik, és az anyag mindkét oldalát a dudor és a karima közé szorítja. Az eredmény egy összecsavart, nem forgó menetes rögzítőelem, amely tartósan rögzítve van a furatban. A beszerelt vasanya ezután egy szabványos csavart vagy csavart tud fogadni a hozzáférhető oldalról, hatékonyan létrehozva egy anyát olyan helyen, ahol egyébként nem lehetne anyát tartani.
A mérnöki értéke vakszegecsanyák A legszembetűnőbb a fémlemezgyártásban, ahol a vékony acél- és alumíniumpanelekhez biztonságos menetes csatlakozásokra van szükség a burkolatokhoz, konzolokhoz, fogantyúkhoz és a felszereléshez hegesztőanyák nélkül vagy olyan ketreces anyák használatával, amelyekhez mindkét oldalhoz hozzá kell férni. Ugyanolyan értékesek kompozit panelekben, üreges extrudálásokban, műanyag burkolatokban és minden olyan szerkezetben, ahol az egyoldali hozzáférés és az erős menetkötés kombinációja egyébként újratervezést igényelne. A jól felszerelt, 2 mm-es acéllemezből készült vakszegecsanyák 3000–7000 N kihúzási terhelést és 4–25 N·m szalagnyomaték-ellenállást biztosítanak a menet méretétől és anyagától függően – olyan teljesítmény, amelyet a hegesztett anyák el tudnak érni, de a vékony lemez hagyományos menetes menete nem közelíthető meg.
A vakszegecsanyákat többféle fejkonfigurációban és testprofilban gyártják, amelyek befolyásolják, hogy a beépített rögzítőelem hogyan ül a panel felületéhez képest, mekkora nyomatékot tud ellenállni a kipörgés előtt, és milyen panelvastagság-tartományt tud elviselni. A megfelelő karosszéria kiválasztása ugyanolyan fontos, mint a megfelelő anyag és menetméret kiválasztása – lapos fejű bordás anya használata, ahol süllyesztett fejre van szükség, vagy sima testű kivitel, ahol recézett testre van szükség az elfordulás megakadályozására, olyan telepítést eredményez, amely nem felel meg a tervezési követelményeknek, függetlenül attól, hogy milyen pontosan lett beállítva.
A lapos fej (más néven nagy peremnek vagy szabványos karimának) a legelterjedtebb rivnut fejstílus. A karima átmérője nagyobb, mint a furat átmérője, büszkén ül a panel felületére, és nekitámaszkodik, hogy elosztja a szorító terhelést. A lapos fejű feszítőanyákat ott használják, ahol a beépített rögzítőfejnek nem kell egy síkban lennie a felülettel – a burkolatok belsejében, a szerkezeti konzolokon és a rejtett szerelési alkalmazásoknál. A nagy karima átmérő jó felfekvési területet biztosít a panel anyagával szemben, ami fontos a lágyabb anyagoknál, mint az alumíniumlemez és a műanyag, ahol egy kis karima áthatolhat a furaton nagy csavarterhelés esetén.
A süllyesztett vakszegecsanyák egy ferde karimával rendelkeznek, amelyet úgy terveztek, hogy süllyesztett lyukba szerelve a panel felületével vagy az alatt egy szintben legyen. Ez a beépítés után teljesen sík felületet hoz létre, ami elengedhetetlen az aerodinamikai felületeknél, csúszó mechanizmusoknál, dekorációs paneleknél és minden olyan összeállításnál, ahol a kiálló rögzítőfej funkcionálisan vagy esztétikailag elfogadhatatlan. A süllyesztett szög jellemzően 90° vagy 120°, ami megfelel a szabványos süllyesztőfúró geometriájának. A süllyesztett anyák beszerelés előtt további süllyesztési műveletet igényelnek a furaton, egy folyamatlépés hozzáadásával, de az így létrejövő süllyesztett beépítés gyakran az egyetlen elfogadható megoldás az alkalmazási követelményekhez.
A csökkentett fejű vakszegecsanyák karimaátmérője kisebb, mint a szabványos laposfejű kiviteleknél, így olyan helyekre is beszerelhető, ahol a lyuk és a szomszédos elem közötti hely korlátozott – a panel szélei közelében, a hegesztési varratok közelében vagy olyan csatornákban, ahol a teljes méretű karima fizikailag nem férne el. A kisebb karima csökkentett csapágyfelülete kisebb áthúzási teherbírást jelent lágy anyagoknál, így a csökkentett fejű változatok a legalkalmasabbak keményebb anyagokhoz, például acéllemezhez, ahol a karima csapágyfeszültsége kisebb az anyag folyáshatárához képest. Egyes alkalmazások recézett vagy hatszögletű külső testprofilt is használnak csökkentett fejekkel kombinálva, hogy megakadályozzák a forgatónyomaték alatti elfordulást, kompenzálva a kisebb átmérőjű karimás tapadást.
A vakszegecsanyákat négy elsődleges anyagcsaládban gyártják, amelyek mindegyike különböző alapanyag-kombinációkhoz, környezeti hatásokhoz és terhelési követelményekhez igazodik. Az anya anyagának megválasztásánál nem csak a kötés mechanikai követelményeit kell figyelembe venni, hanem az alapanyaggal való galvanikus kompatibilitást is – ha tengeri környezetben acél bordacsavart szerelünk alumínium panelbe, galvanikus cella jön létre, amely hónapokon belül tönkreteszi a környező alumíniumot.
| Anyag | Kihúzó erő | Korrózióállóság | Kompatibilis anyaanyagok | Legjobb alkalmazások |
|---|---|---|---|---|
| Acél (horganyzott) | Legmagasabb | Mérsékelt (beltéri/száraz) | Acél, vas, kemény műanyagok | Ipari burkolatok, gépek, járművek |
| Alumínium | Mérsékelt | Jó (kültéri) | Alumínium sheet, thin composites | Repülőgép-panelek, tengeri szerelvények, EV karosszéria |
| Rozsdamentes acél (A2/A4) | Magas | Kiváló | Acél, rozsdamentes, alumínium (szigetelővel) | Tengerészeti, élelmiszer-feldolgozási, kültéri berendezések |
| Sárgaréz | Mérsékelt–High | Nagyon jó | Műanyagok, PCB-k, színesfém panelek | Elektronikai burkolatok, vízvezeték szerelvények |
A legszélesebb körben használt horganyzott acél anyák a legszélesebb körben használtak, és a legmagasabb abszolút kihúzási és nyomatékértéket kínálják, így ezek az alapértelmezett választások a védett vagy száraz beltéri környezetben történő szerkezeti acéllemez alkalmazásokhoz. A horganyzás mérsékelt korrózióvédelmet nyújt, amely megfelelő beltéri ipari berendezésekhez, de nem elegendő hosszan tartó kültéri vagy tengerparti expozícióhoz. Acélszerkezeteken történő kültéri alkalmazásokhoz a rozsdamentes A2 (304) vagy A4 (316) rozsdamentes acél csavaranyák biztosítják a szükséges korrózióállóságot – A4 fokozatú kloridos tengeri környezetben, ahol az A2 réskorrózió veszélye áll fenn a felszerelt karima alatt.
Az alumínium alapanyagú alumínium csavaranyák galvanikusan ideális választás alumínium szerkezetekhez és panelekhez. Alacsonyabb folyáshatáruk az acélhoz képest azt jelenti, hogy beépítéskor lágyabb dudort produkálnak, ami előnyös lehet vékony vagy sérülékeny alapanyagoknál, ahol az acél feszítőanya beépítési ereje torzítaná a furatzónát. Alumínium csavaranyákat nem szabad használni, ha a szorítócsavar nagy szilárdságú acél rögzítőelem, amelyet olyan értékekre húztak meg, amelyek meghaladják a lágyabb alumíniumbetét menetszalag-nyomatékát – ilyen esetekben acél vagy rozsdamentes acél csavaranyára van szükség, megfelelő galvanikus szigeteléssel az alumínium panelhez.
A vakszegecsanyák M3-tól M16-ig metrikus menetméretekben és 6-32 UNC és 3/8-16 UNC közötti egységes menetméretekben kaphatók, lefedik a könnyű fémlemezeknél a közepes szerkezeti alkalmazásokig használt rögzítőelemek teljes skáláját. A tapadási tartomány – az anyaanyag vastagságának tartománya, amelyet a rivális anya el tud fogadni – ugyanolyan fontos, mint a menetméret, mert a fogási tartományán kívüli anyagba szerelt bordaanya vagy nem képez megfelelő kidudorodást (túl vastag), vagy túl deformálódik és széthasítja a testet (túl vékony).
Minden rivny-modellt egy adott markolat-tartományhoz terveztek, amely jellemzően 1,5–4 mm-es anyagvastagság-változást ölel fel egyetlen cikkszámon belül. A 0,5–3,0 mm-es fogási tartományra előírt rivális anya megfelelően illeszkedik bármely fémlemezbe vagy panelbe az adott vastagságtartományon belül, egyenletes dudort képezve, amely teljes névleges szorítóterhelést biztosít. A 0,5–3,0 mm-es markolattartományú bordacsavar beszerelése 4 mm-es anyagba egy gyakori hiba, amely olyan telepítést eredményez, amelyben a test nem deformálódott eléggé ahhoz, hogy megfogja az anyag hátsó felületét – a bordaanya nagyon kis terhelés esetén elpörög vagy kihúzódik.
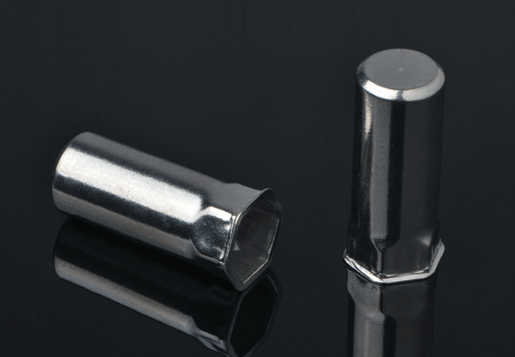
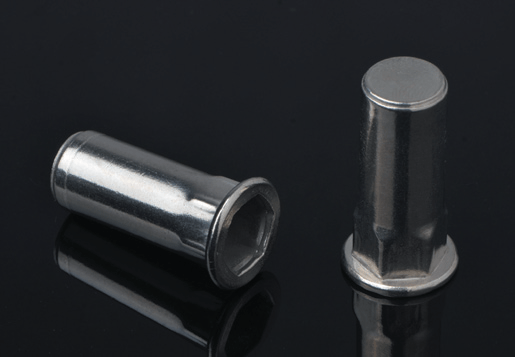
A szabványos nyitott végű csavaranyák átmenő menettel rendelkeznek, amely mind a karima végén, mind a kiálló (vak) végén nyitott. Ez lehetővé teszi, hogy bármilyen hosszúságú csavar áthaladjon a beépített betéten, de azt is jelenti, hogy a folyadékok, gázok és szennyeződések mindkét irányban áthaladhatnak a szegecsanyák testén. Azokban az alkalmazásokban, ahol a rögzítőelemek helyén folyadék- vagy nyomászárást igényelnek – nyomás alatti szekrények, kültéri berendezések, folyadékot tartalmazó panelek – zárt végű, tömített vakvégű csavaranyákat kell megadni. A zárt végű kivitelek külső geometriája és beépítési módja megegyezik a nyitott végű kivitelekkel, de blokkolják a folyadék átjutását a betéttesten, megőrizve a tömítések vagy tömítőanyagok integritását a csatlakozási felületen anélkül, hogy további tömítési intézkedésekre lenne szükség a rögzítőfuratnál.
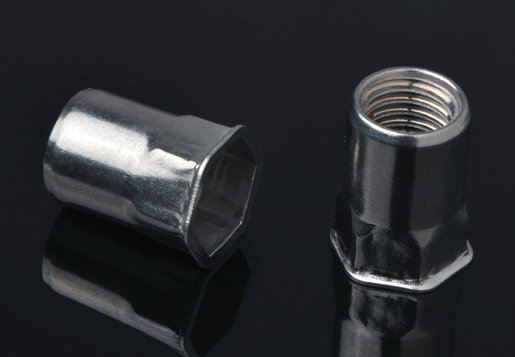
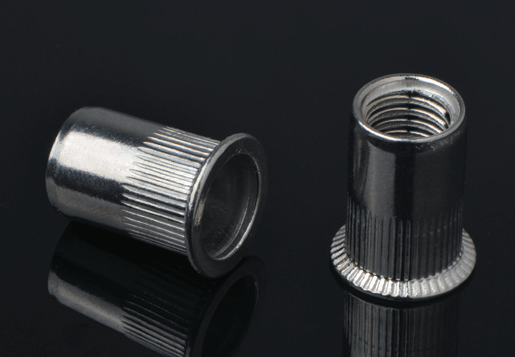
A szabványos sima testű vakszegecsanyák a deformált test kidudorodása és a panel anyaga közötti súrlódásra támaszkodnak, hogy ellenálljanak az elfordulásnak, amikor az illeszkedő csavart meghúzzák vagy eltávolítják. Lágy anyagokban – vékony alumínium, műanyagok és kompozit panelek – ez a súrlódási ellenállás elégtelen lehet, ami a csavaranyák elfordulását okozza a furatban, ahelyett, hogy lehetővé tenné a csavar meghúzását vagy eltávolítását. A recézett testű bordaanyák külső testfelületén hosszirányú fogazás vagy recézett mintázat található, amely beépítéskor belevág a furat falába, és a befogási súrlódástól független, pozitív mechanikus elfordulásgátló zárat biztosít. A recézett anyák a megfelelő specifikációk minden olyan alkalmazáshoz, ahol az alapanyag elég puha ahhoz, hogy mérsékelt nyomaték mellett is forogjon, vagy ahol a csavart a termék élettartama során gyakran eltávolítják és visszahelyezik.

A vakszegecsanyák helyes beszereléséhez olyan beállító szerszámra van szükség, amely a húzóerő és a löket pontos kombinációját tudja alkalmazni a kidudorodás kialakításához anélkül, hogy a testet túl- vagy alátámasztja. A rossz szerszám használata – vagy a megfelelő szerszám helytelen használata – az egyetlen leggyakoribb oka a gyenge vagy meghibásodott csavaranyák telepítésének. A szerszám kiválasztása a beépítendő menet méretétől, a gyártási mennyiségtől és a beépítési hely hozzáférhetőségétől függ.
A kézi feszítőanya-beállító szerszámok két fogantyús ollós vagy emelőkaros mechanizmust használnak a tüskemenetre ható húzóerő létrehozására, amely a mechanikus karral alakítja ki a dudort. Alacsony költségűek, nem igényelnek áramforrást, és alkalmasak alkalmi használatra vagy helyszíni javítási munkákra kis menetméreteken – jellemzően M3-tól M8-ig. A kézi szerszámok korlátja a kezelő fáradtsága és a nagy volumenű gyártás következetlensége, ahol a beszerelési erő kezelőnként és egy műszak alatt változik. Az M10-es és nagyobb méreteknél a szükséges húzóerő meghaladja azt, amit a legtöbb kezelő megbízhatóan képes létrehozni egy kézi szerszámmal, ezért pneumatikus vagy akkumulátoros szerszámokra van szükség.
A pneumatikus feszítőanya beállító szerszámok sűrített levegővel hajtanak meg egy dugattyút, amely a szükséges húzóerőt fejti ki a menetes tüskére, majd fordítva oldja ki a tüskét és kilöki a betétet. Egyenletes beszerelési erőt biztosítanak, függetlenül a kezelő fáradtságától vagy változásától, így standard választássá teszik őket olyan gyártósoros alkalmazásokhoz, ahol műszakonként több száz vagy több ezer csavaranyát szerelnek fel. A pneumatikus szerszámok állítható húzóerő- és löketbeállításokkal állnak rendelkezésre, amelyek kalibrálhatók adott méretű csavaranyákhoz és anyagokhoz, így biztosítva az egyenletes beszerelési minőséget a teljes gyártási folyamat során. A legnagyobb méreteknél (M12-M16) hidraulikus szerszámokat használnak, ahol a pneumatikus nyomás önmagában nem elegendő a szükséges 15-25 kN beállítási terhelés létrehozásához.
Az akkumulátoros feszítőanya-beszerelő szerszámok piaci részesedése jelentősen megnőtt, mivel a lítium-ion akkumulátor-technológia elég erőssé tette az akkumulátoros szerszámokat az M8–M12 csavaranyák egyenletes erővel történő felszereléséhez, anélkül, hogy a pneumatikus szerszámoktól függne a légitársaságtól. Az akkumulátoros szerszámok ideálisak helyszíni szerelési munkákhoz, helyszíni szervizmunkákhoz és olyan termelési környezetekhez, ahol nem áll rendelkezésre sűrített levegő, vagy ahol fontos a szerszámok mobilitása. A vezető gyártók, köztük a Stanley Engineered Fastening (POP márka), a Gesipa és a Böllhoff akkus feszítőanya-szerszámokat kínálnak, amelyek nyomaték- és löketbeállításai a szerszám interfészén keresztül állíthatók, így a pneumatikus szerszámokhoz hasonló beépítési konzisztenciát biztosítanak a kapacitástartományukon belüli méretekben.
A helyesen beszerelt vakszegecsanyának minden lépésben pontos végrehajtásra van szüksége – a furat előkészítése, a szegecsanyák kiválasztásának ellenőrzése, a beállító szerszám kalibrálása és a beszerelés utáni ellenőrzés. Bármelyik lépésnél végrehajtott parancsikonok olyan kötéseket eredményeznek, amelyek a névleges teherbírásuk alatt tönkremennek, és a meghibásodási mód – a furatban való forgás vagy terhelés alatti áthúzás – gyakran nem látható mindaddig, amíg a kötést nem tesztelik vagy meghibásodik.
A vakszegecsanyák az iparágak és alkalmazások rendkívül széles körében jelennek meg, amelyeket egyesít az erős menetes csatlakozás általános követelménye olyan helyen, ahol az alapanyagnak csak az egyik oldala érhető el. Az egyes alkalmazási kontextusok speciális követelményeinek megértése segít kiválasztani a megfelelő rivnyváltozatot – anyag, fej stílus, testprofil és menetméret – a termék élettartama alatti megbízható teljesítmény érdekében.
Az autókarosszéria-panelek, az ajtókeretek, a műszerfal-tartók, az elektromos járművek akkumulátorházai és a pótkocsi felépítményei széles körben használnak vakszegecsanyákat a tartókonzolok, díszítőelemek, kábelvezető hardverek és mechanikai alkatrészek rögzítésére olyan vékony fémlemezekhez, amelyeket festés után nem lehet hegeszteni, vagy amelyeknek a jármű élettartama során ismételten fel kell venniük és el kell engedniük az alkatrészeket. Az M5–M10 méretű acél és rozsdamentes acél fenékanyák a leggyakrabban az autókarosszériákban használatosak, az alumínium feszítőanyákat pedig az intenzív alumíniumtartalmú járműszerkezetekben használják a galvanikus korróziós problémák elkerülése érdekében. Az autógyártás nagy termelési volumene a pneumatikus és robotizált beállítószerszámokat részesíti előnyben, amelyek egyenletes beszerelési minőséget biztosítanak óránkénti több száz rivna sebességgel.
Az elektromos szekrények, szerverállványok, vezérlőpanelek és elektronikai készülékházak vakszegecsanyákat használnak a DIN-sínek, kábeltálca-tartók, alkatrész-rögzítő lemezek és csuklós ajtók rögzítési pontjaihoz vékony acél vagy alumínium burkolatpanelekben. Ezekben az alkalmazásokban az anya gyakran csereanyaként szolgál – így nincs szükség külön laza anyára a burkolatpanel hozzáférhetetlen belső oldalán. A sárgaréz csavaranyákat előnyben részesítik az olyan alkalmazásokban, amelyek NYÁK-szerelést vagy érzékeny elektronikát foglalnak magukban, ahol az acél mágneses tulajdonságai megzavarhatják az alkatrészeket, és ahol a sárgaréz korrózióállóságot és kiváló menetminőséget biztosít az elektronikai összeszerelésben szokásos finom emelkedésű csavarokhoz.
A repülőgépek belső paneljei, repüléselektronikai berendezésrekeszei, helikopter farokkeretei és pilóta nélküli légijárművek (UAV) repülőgépvázai alumíniumból és rozsdamentes acélból készült vakszegecsanyákat használnak, hogy menetes rögzítési pontokat biztosítsanak vékonyfalú alumíniumburkolatokban és kompozit panelekben, ahol a szegecselés nem biztosítaná a menetkötést, és a hegesztés kivitelezhetetlen vagy szerkezetileg kivitelezhetetlen. Az űrrepülési alkalmazások a NAS (National Aerospace Standard) vagy a NASM specifikációi szerint határozzák meg az anyákat, szigorúbb mérettűréssel és vizsgálati követelményekkel, mint a kereskedelmi katalógustermékek. A süllyesztett fejváltozatok szabványosak az aerodinamikus felületi alkalmazásokban, hogy egyenletes légáramlást biztosítsanak a panel felületén.
Az acél és alumínium cső alakú bútorkeretek, kirakatpolcok, válaszfalrendszerek és építészeti burkolópanelek vakszegecsanyákat használnak az üreges vagy vékonyfalú részek rögzítésére, összekötő konzolok, szintező lábak és szerkezeti csatlakozók rögzítésére, ahol az alapanyag befűzése nem lenne elegendő, és a hegesztés nem praktikus porfestés vagy bevonat után. Az a lehetőség, hogy a felületkezelést követően fel lehet szerelni a bordacsavarokat, jelentős gyártási előnyt jelent – az alkatrészeket először lehet befejezni, majd fel lehet szerelni vasanyákkal anélkül, hogy a felület károsodna, ellentétben a hegesztett anyákkal, amelyeket a simítás előtt kell beszerelni, és a bevonási folyamat során védeni kell.
Még a megfelelő termékspecifikáció mellett is meghibásodik a vakszegecsanyák felszerelése, ha a folyamatváltozókat nem szabályozzák. A következő problémák okozzák a legtöbb terepi meghibásodást és termelési minőségi visszautasítást, és mindegyiknek egyértelmű kiváltó oka és megelőzési intézkedése van.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved
