
 Hüvelyes
Hüvelyes
Otthon / Hír / Önbepattanó kötőelemek: hogyan működnek, melyik típust kell használni, és hogyan határozzuk meg őket helyesen



Üdvözöljük Önt, hogy kapcsolatba lépjen velünk, nemcsak a megbízható beszállítóját, hanem a Turstworthy üzleti partnerét is.
 +(86)-133 8863 9264
+(86)-133 8863 9264

Apr 01,2026
Self-clinching fasteners are precision-engineered hardware components — nuts, studs, standoffs, pins, and cable tie mounts — that are permanently installed into thin metal sheets by squeezing them into a pre-punched hole using a punch press, arbor press, or hydraulic insertion tool. Unlike welded fasteners that require heat, or adhesive-bonded inserts that rely on chemical bonding, önbepattanó rögzítős anchor themselves mechanically through a cold-forming process: the fastener's serrated or knurled clinching ring displaces material from the sheet into a specially designed undercut groove as pressure is applied, creating a permanent, flush-mounted joint that cannot be rotated or pushed back out of the panel.
Az önrögzítő telepítés fizikáját érdemes megérteni, mert ez megmagyarázza, hogy a folyamatkövetelmények miért nem alkuképesek. When insertion pressure is applied, the fastener's hardened clinching anvil enters the punched hole, and the shank geometry displaces the softer sheet material outward and then inward into the undercut groove beneath the clinching ring. This displaced metal mechanically locks around the undercut, creating a joint whose push-out load is determined by the shear strength of the displaced metal column. A panel material must be softer than the fastener material — typically by at least Rockwell B 20 — to allow this plastic deformation to occur cleanly without rebounding or failing to fill the undercut.
The result is a fastener that becomes a permanent part of the sheet metal panel, flush with or slightly proud of one surface, providing a high-quality threaded or unthreaded connection point that can be used with any standard mating fastener. Self-clinching technology was developed and patented by Penn Engineering (PEM brand) in the 1940s and has since become a global standard installation method for sheet metal assemblies across electronics, telecommunications, automotive, aerospace, and industrial equipment manufacturing, with dozens of manufacturers producing compatible product lines under brand names including Sherex, Wurth, Optimas, and Bollhoff.
The self-clinching fastener család a funkcionális típusok széles skáláját öleli fel, mindegyiket a fémlemez-összeállítások speciális mechanikai igényének kielégítésére tervezték. Selecting the correct type before specifying thread size or material saves significant rework and ensures the installed fastener actually performs its intended function in the assembled product.
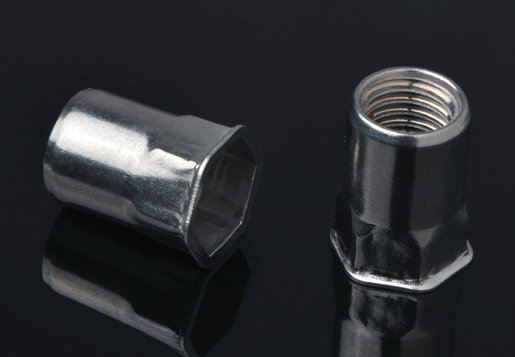
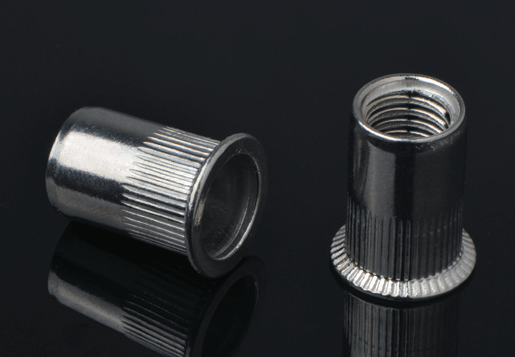
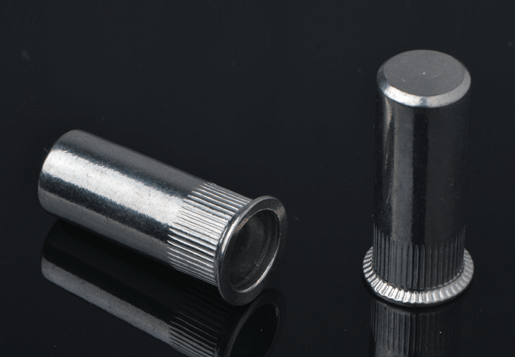
Az önbefogó anyák – más néven összehúzó anyák vagy PEM anyák – a legszélesebb körben használt típus. Egyik oldalról a panelbe süllyesztve szerelik be, és mindkét oldalon menetes furatot biztosítanak az illesztőcsavar vagy gépcsavar számára. A beszerelt anya tiszta, sík vagy enyhén megemelt felületet biztosít, amely teljesen kompatibilis a szabványos metrikus és egységes menetes csavarokkal. Clinch nuts are available in standard thread pitch, fine thread, and metric ISO threads from M2 through M12, covering the full range of fastener sizes used in sheet metal enclosures, brackets, and structural panels. They are used wherever thin sheet metal does not provide enough material thickness for a reliable tapped thread, which in practice means virtually any steel sheet under 3mm and any aluminum sheet under 5mm.
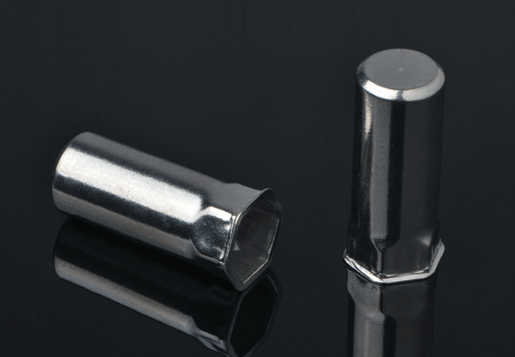
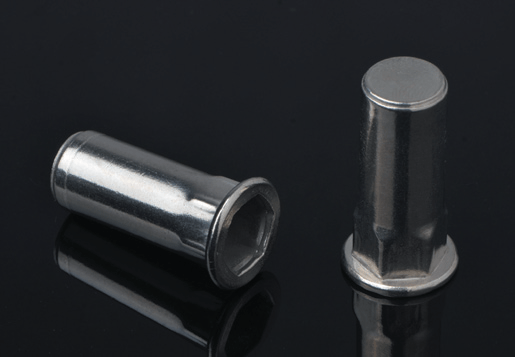
Self-clinching studs install permanently into a panel with a threaded stud projecting from the installation face, providing a fixed threaded post that accepts a nut on the other side. They eliminate the need to hold a bolt stationary while tightening a nut on the opposite face — the stud is fixed to the panel and cannot rotate, so assembly requires only a nut and wrench on one side. Clinch studs are used for component mounting in electronics enclosures, for attaching panels to chassis frames, and for any assembly where a permanent external thread is needed in a location where the back of the panel is inaccessible during final assembly. Rendelkezésre állnak teljes menetes és részleges menetes változatban, valamint 4-50 mm-es hosszban a leggyakoribb menetméretekhez.
Self-clinching standoffs are hollow threaded or unthreaded cylindrical spacers that install permanently into a panel and provide a defined, fixed separation between the panel and a second component — typically a printed circuit board, a cover plate, or a stacked chassis panel. They are essential in electronics assembly for PCB mounting, where maintaining a precise and consistent gap between the board and the metal chassis prevents short circuits, allows airflow for cooling, and provides the structural support that prevents PCB flexure during assembly and vibration in service. Clinch standoffs are available in both male (external thread) and female (internal thread) configurations, allowing the second component to be attached with either a nut or a screw depending on the assembly access requirements.
Beyond the core nut, stud, and standoff types, the self-clinching family includes floating nut plates (which allow limited lateral movement to accommodate hole misalignment during assembly), locking pins for alignment and pivoting applications, right-angle brackets for mounting components perpendicular to the panel plane, cable tie mounts permanently anchored in the panel for clean wire routing, and önbepattanó hozzáférési hardver, beleértve a rögzítőcsavarokat és a negyedfordulatú rögzítőket az eltávolítható panelekhez. Each specialty type solves a specific assembly challenge with the same fundamental benefit as the basic types — permanent, high-strength installation in thin sheet metal from one side only, with no welding, no adhesive, and no post-installation finishing required.
The fundamental requirement for successful self-clinching installation is that the fastener must be significantly harder than the parent sheet material. The clinching action depends entirely on the sheet material flowing plastically into the fastener's undercut groove — if the sheet material is too hard to deform, the installation process crushes or fractures the panel around the hole rather than producing a clean mechanical lock. Most specifications require the fastener to be at least Rockwell B 20 harder than the sheet, which in practice limits compatible sheet materials to mild steel (up to approximately HRB 80), aluminum alloys, and copper-based sheet metals.
Self-clinching into hardened steel, stainless steel sheet above 300 series, or other hard metals is either not possible or produces installations with dramatically reduced performance compared to the rated values. For applications requiring fasteners in harder sheet materials, alternative technologies — weld nuts, blind rivet nuts, or adhesive-bonded inserts — must be used instead. This is one of the most common specification errors encountered when engineers adopt self-clinching fasteners for the first time: applying them to stainless steel enclosures without verifying sheet hardness against fastener hardness requirements.
| Lapanyag | Tipikus keménység | Kompatibilis rögzítőanyagok | Alkalmas önbefogás? |
|---|---|---|---|
| Mild / Low-Carbon Steel (CR, HR) | HRB 40–80 | Szénacél, rozsdamentes acél | Igen – ideális |
| Alumíniumötvözet (1xxx, 3xxx, 5xxx, 6061) | HRB 25–65 | Szénacél, rozsdamentes acél, aluminum (special) | Igen – megfelelő kötőelem-minőséggel |
| Réz / sárgaréz lap | HRB 30–70 | Rozsdamentes acél, acél | Igen – megfelelő keménységkülönbséggel |
| Ausztenites rozsdamentes acél (304, 316) | HRB 75–95 | Csak edzett acél | Marginális – ellenőrizze a keménységet; fontolja meg az alternatívákat |
| Edzett / nagy szilárdságú acél | HRC 25 | Egyik sem praktikus | Nem – használjon hegesztőanyákat vagy vakszegecsanyákat |
For aluminum sheet assemblies, standard steel self-clinching fasteners install correctly and provide high pull-out loads because the hardness differential between hardened steel fasteners and soft aluminum alloys is more than adequate. The galvanic compatibility question is separate from the installation compatibility question — a steel clinch nut installed in an aluminum panel will hold reliably but may cause galvanic corrosion at the interface in humid or wet service environments. For aluminum panels in corrosive environments, specify stainless steel self-clinching fasteners or aluminum self-clinching fasteners where available, and verify that the aluminum rivnut-specific products designed for aluminum installation (which use a softer fastener body to maintain hardness differential) are used for the sheet alloy grade specified.

Every self-clinching fastener has a minimum sheet thickness below which the clinching action cannot produce a reliable mechanical lock, and a recommended sheet thickness at which performance is optimized. These limits are not guidelines — installing a self-clinching fastener into sheet thinner than its minimum will produce an installation that looks complete but has dramatically reduced pull-out and push-out load capacity, typically failing at a fraction of the rated performance.
Minimum sheet thickness for self-clinching nuts in steel is typically 0.5–0.8mm for M2–M3 thread sizes, increasing to 1.2–1.6mm for M6–M8 sizes. The minimum thickness is driven by the volume of material that must plastically flow into the undercut groove to achieve the rated pull-out load — too thin a sheet and there is simply not enough material to fill the undercut adequately. Maximum sheet thickness is also specified, above which the fastener body does not protrude far enough through the sheet to engage the clinching anvil correctly. The grip range concept from blind rivet nuts has an equivalent in self-clinching: each product is designed for a defined panel thickness window, and staying within that window is essential for performance.
Self-clinching fasteners require a clean, round hole of a precise diameter — the installation hole diameter is tighter in tolerance than the typical drill tolerance, usually specified to ±0.05mm or better. Punched holes are strongly preferred over drilled holes for production self-clinching installations because punching produces a clean, accurately sized hole consistently at high production rates, with no burr on the punch entry side (the side the fastener clinches from) when the punch and die clearance is correctly set. Drilled holes can be used for prototype and low-volume work but require deburring on both faces and careful diameter control to ensure they fall within the tight tolerance window the fastener requires. Laser-cut holes are increasingly common and produce excellent diameter accuracy, but may have a slight heat-affected zone at the cut edge that reduces the ductility of the material at the hole wall — verify with installation testing before committing to laser-cut holes for production self-clinching applications.
Self-clinching fasteners are installed using a flat, smooth installation anvil — either in a bench press, arbor press, C-frame press, or production punch press — that applies a squeezing force perpendicular to the panel surface. The anvil contacts the fastener head while the panel rests on a flat support surface with the fastener shank protruding through the prepared hole. As the press closes, the fastener is driven into the sheet and the clinching ring deforms the sheet material into the undercut groove in a single smooth stroke.
A szükséges beépítési erő a rögzítőelem típusától, menetméretétől, lemezanyagától és vastagságától függ. A tipikus beépítési erők körülbelül 1 kN-tól a vékony alumíniumból készült kis M2-es rögzítőanyákhoz és a 40-60 kN-ig terjednek a nagy M10-M12-es acéllemezes rögzítőcsavarokhoz. Ezek az erők jóval a kis méretekhez használható szabványos asztali szársajtók kapacitásán belül vannak, de a nagyobb méretekhez megfelelő C-keret vagy hidraulikus prés szükséges. A beszerelést úgy kell végrehajtani, hogy az üllő és a támasztófelület párhuzamos legyen – minden szögeltérés a rögzítőelem ferdén történő felszerelését okozza, ami rosszul igazítja a menettengelyt és csökkenti a kihúzási szilárdságot.
A nagy volumenű lemezgyártásban – szerverállvány-gyártás, autókarosszériaelemek gyártása és elektronikai burkolatok gyártása – az önrögzítő rögzítőket automatikusan beépítik erre a célra szolgáló adagoló- és beszúrógépek vagy a lyukasztóprésszerszámokba integrált beillesztő modulok segítségével. Az automatikus behelyezőgépek táladagolót vagy szalagos és tekercses csomagolást használnak az egyes rögzítőelemek irányításához és a behelyezőfejhez percenkénti több száz alkatrésznek való adagolásához, látó- vagy erőellenőrző rendszerekkel a rosszul behelyezett vagy hiányzó rögzítőelemek észlelésére és a szerelési hibákkal rendelkező panelek visszautasítására, mielőtt azok továbbhaladnának az összeszerelési folyamatban. Egyes lyukasztóprés-gyártók önbepattanó behelyező szerszámokat kínálnak, amelyek a kötőelemeket ugyanabban a préslöketben szerelik fel, mint a lyukasztási művelet, így teljesen kiküszöbölhető a külön behelyezési lépés, és nulla további ciklusidő érhető el a rögzítőelem beszerelésénél.
A többféle terméktípust kezelő, rugalmas gyártási környezetekben egyre elterjedtebbé válnak a beillesztési végfelhasználókkal felszerelt, együttműködő robotokat (kobotokat) használó robotizált önbefogó telepítési rendszerek. Ezek a rendszerek különféle rögzítőelem-típusokhoz és panelelrendezésekhez programozhatók speciális kemény szerszámok nélkül, biztosítva az automatizált berendezések telepítési konzisztenciáját a kézi működtetés rugalmasságával – ez egy lenyűgöző kombináció a nagy keverésű, közepes volumenű munkákat végző szerződéses lemezgyártók számára.
Az önbepattanó rögzítőelemek teljesítményét három terhelési érték jellemzi, amelyek együttesen határozzák meg a rögzítőelemnek az üzem közben tapasztalható erőkkel szembeni ellenállását. Annak megértéséhez, hogy az egyes értékek mit jelentenek, és hogyan kapcsolódnak az alkalmazás terhelési körülményeihez, elengedhetetlen annak ellenőrzéséhez, hogy az önbepattanó rögzítőelem megfelelő-e a kötés kialakításához.
Ezeket a névleges értékeket a gyártók meghatározott beépítési erő mellett, meghatározott lemezanyagra és vastagságra adják meg. Az előírtnál kisebb beépítési erővel történő beszerelés – az alulteljesítményű prés vagy a löket korai leállítása miatt – a beépített rögzítőelemek lényegesen alacsonyabb tényleges teljesítménnyel rendelkeznek, mint a közzétett névértékek. Ez az oka annak, hogy az automata behelyező berendezések erőellenőrzése nem luxus, hanem minőségi követelmény minden olyan alkalmazásnál, ahol az ízületi terhelés megközelíti a közzétett teljesítményértékek jelentős részét.
Az önbefogó kötőelemek számos lemezalkalmazásban versenyeznek a hegesztési anyákkal és vakszegecsanyákkal, és a megfelelő választás a lemezanyag, a vastagság, a gyártási mennyiség, a felületkezelési követelmények és az összeszereléshez való hozzáférés korlátaitól függ. Egyetlen technológia sem lenne egyetemesen jobb – mindegyik nyer bizonyos körülmények között.
A hegesztési anyák nyújtják a legnagyobb kötésszilárdságot, és nem befolyásolja őket a lemezkeménység, de hegesztési hozzáférést igényelnek egyik vagy mindkét oldalról, hőt visznek be, amely eltorzíthatja a vékony paneleket és károsíthatja a közeli bevonatokat, hegesztés utáni tisztítást és gyakran a hegesztési zóna újrasimítását teszik szükségessé, és megnövelik a minősített hegesztési műveletek költségeit. Ezek a megfelelő választás vastag szerkezeti acél alkalmazásokhoz, ahol a csatlakozási szilárdsági követelmények meghaladják azt, amit a besajtolt kötőelemek nyújthatnak, valamint olyan anyagokhoz, ahol az önbefogás nem kivitelezhető. A vakszegecsanyák csak egyoldalas hozzáféréssel szerelhetők fel egyszerű kézi vagy présnyomás nélküli pneumatikus szerszámokkal, így sokoldalúbbak a szántóföldi telepítéshez és az utólagos felszereléshez, de külön beállító szerszámra támaszkodnak, és egy külső karimát hagynak hátra, amely kinyúlik a panel felületéből – kevésbé tiszta, mint egy süllyesztett önbepattanó telepítés.
Az önrögzítő kötőelemek nyernek, ha a gyártási mennyiség indokolja a présszerszámozást, ha a panel felületi minőségét mindkét oldalon meg kell őrizni (nincs hegesztési fröcskölés, nincs külső karima), ha a lemezanyag elég puha ahhoz, hogy lehetővé tegye a rögzítést, és ha a beszerelést a panel bevonása vagy összeszerelése előtt el lehet végezni. Tisztább, professzionálisabb telepítést tesznek lehetővé, mint az anyák, azonos terhelési besorolással acél- és alumíniumlemezben, és a különálló szerszámbekapcsoló menet hiánya azt jelenti, hogy nem kell kezelni a tüskét, és nem korlátozza a beállítószerszám menetbefogási mélységét. A nagy volumenű fémlemez burkolatgyártáshoz – szerverváz, elektromos szekrények, autóipari konzolok és orvosi berendezések házai – az automatizált berendezések által telepített önbepattanó kötőelemek általában a legalacsonyabb kötésenkénti összköltséget jelentenek, ha a mennyiség indokolja a szerszámbefektetést.
Az önbepattanó kötőelemek teljes specifikáció nélküli rendelése megbízható út a rossz termék kézhezvételéhez – a rögzítőelemek típusa, menetmérete, lemezvastagsága és az egyetlen gyártó kínálatában elérhető anyagopciók kombinációja több száz egyedi cikkszámra terjed ki, és a hasonlónak tűnő katalógusleírások a kritikus méretbeli részletekben eltérhetnek. A teljes specifikáció az alábbi paraméterek mindegyikét tartalmazza.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved
